An aluminum vacuum pump housing RFQ should define the part function, alloy and temper, operating medium, machined interfaces, leak or vacuum acceptance method, cleanliness, annual volume, and validation records before quotes are compared.


An aluminum vacuum pump housing RFQ is quote-ready when it defines the part function, alloy and temper, operating medium and temperature, port and sealing datums, machining scope, leak or vacuum acceptance method, cleanliness, annual volume, and validation records.
For suitable drawings, Bohua can review an A356-T6 gravity-cast route with CNC machining. The final process and every acceptance limit must be agreed for the specific part.
What counts as a vacuum pump housing casting?
The sourcing term can cover several different components: a main pump or control housing, a valve or flow-control body, an oil tank or reservoir body, and structural covers with machined ports or mounting bosses. These parts do not share one universal test specification. A control housing may be driven by bore, port, thread, and sealing-land accuracy, while an oil tank casting may be driven by cavity integrity, flange flatness, cleanliness, and leak acceptance.
Start the RFQ by naming the component's function and marking every pressure, vacuum, oil, coolant, or atmosphere boundary on the drawing. This prevents a supplier from quoting a visually similar raw casting while missing the finished interfaces that govern assembly performance.
Quote the finished part, not only the raw casting
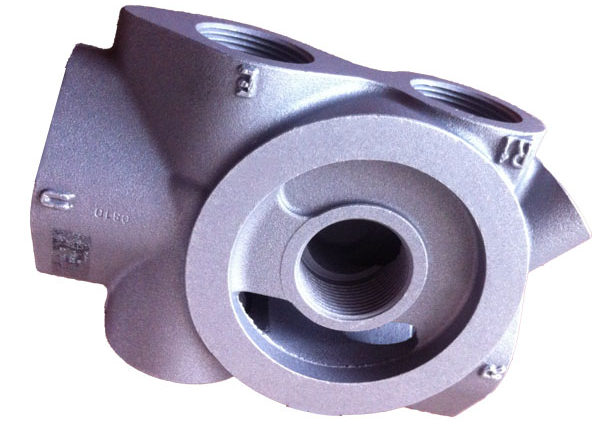
Vacuum pump housings are usually casting-plus-machining programs. Ports, bores, threads, gasket faces, O-ring grooves, bearing seats, and locating datums may be created or finished after casting. The casting route therefore has to reserve machining stock, control distortion, and place potential porosity away from sealing and functional surfaces.
Ask each supplier to separate and then total the scope for tooling, raw casting, heat treatment, CNC fixtures, machining, washing, surface treatment, inspection records, functional testing, packaging, and export terms. A low raw-casting price is not comparable with a quote for a validated finished component.
Select alloy and process from the drawing
Bohua's current vacuum-pump-related product examples use A356-T6 and gravity casting. That is evidence of a relevant route, not a rule for every new part. Alloy and process selection should be confirmed from geometry, wall sections, mechanical loads, operating environment, annual volume, machining exposure, surface requirements, and the buyer's approval plan.
Where A356-T6 gravity casting fits, the RFQ should still define the governing material specification, temper, chemistry and mechanical-property records, heat-treatment documentation, and any customer-specific restrictions. If a supplier recommends another alloy or casting process, require a written explanation of the technical and commercial trade-off before tooling release.
Controls to agree before tooling
Interface control: identify primary datums, machined faces, port locations, thread standards, sealing widths, surface-finish requirements, and the dimensions that affect assembly or alignment.
Integrity control: define the test medium, test stage, fixture boundary, stabilization time, acceptance method, limit, sampling frequency, and record-retention requirement. Do not use the words leak-free or vacuum-tight without a measurable project specification.
Cleanliness control: state whether the component carries oil or another working fluid, which cavities must be washed, how chips and residual media are controlled, and whether the buyer requires a named cleanliness method or customer-specific limit.
Change control: state drawing revision, tooling ownership, approved sub-suppliers, traceability depth, deviation approval, and the evidence required after a process, material, fixture, or location change.
Qualification and quote comparison
Before supplier nomination, agree the sequence for DFM review, tooling approval, first samples, dimensional inspection, functional or integrity testing, capability evidence where required, and production release. Automotive programs may also require project-specific PPAP, measurement-system, traceability, and change-control records; the exact submission level belongs in the RFQ rather than being assumed.
Normalize every quote against the same finished-part scope. Confirm whether the price includes heat treatment, CNC machining, gauges and fixtures, washing, leak or vacuum testing, material and dimensional reports, surface treatment, packaging, and export delivery assumptions. Differences that remain visible at this stage are easier to resolve than after tooling has started.
Related Bohua product and buyer pages
Vacuum pump control and valve housing example: https://www.bohua-casting.com/products/screw-machine-vacuum-pump-hydraulic-valve-32
Vacuum pump oil tank examples: https://www.bohua-casting.com/products/vacuum-pump-oil-tank-36 and https://www.bohua-casting.com/products/vacuum-pump-oil-tank-37
Gravity casting and A356 routes: https://www.bohua-casting.com/processes/gravity-casting and https://www.bohua-casting.com/materials/a356
Casting plus CNC machining and quality control: https://www.bohua-casting.com/aluminum-casting-cnc-machining-supplier and https://www.bohua-casting.com/quality-control
RFQ checklist and drawing submission: https://www.bohua-casting.com/resources/aluminum-casting-rfq-checklist and https://www.bohua-casting.com/request-quote
Send a quote-ready package
Send the PDF and STEP files, annual volume, alloy or performance target, machining scope, operating conditions, integrity-test requirement, inspection records, packaging, and destination. Bohua can then review whether the drawing fits its casting, machining, quality, and export workflow.
Specifications
| Drawing package | Controlled PDF drawing plus STEP model, revision level, marked functional and sealing surfaces |
|---|---|
| Part function | Housing, control or valve body, oil tank or reservoir, cover, or other vacuum-pump component |
| Working conditions | Medium, operating and test temperature, pressure or vacuum range, duty and environment |
| Material | Governing alloy specification, temper, required records and any customer-specific restrictions |
| Machined interfaces | Datums, ports, bores, threads, gasket faces, O-ring grooves, bearing seats and surface finish |
| Integrity test | Test boundary, medium, stage, fixture, method, measurable limit, sampling and record requirement |
| Cleanliness and finish | Washing scope, residual contamination requirement, coating or treatment and protected surfaces |
| Volume and tooling | Prototype quantity, annual demand, launch timing, new or transfer tooling and ownership |
| Approval evidence | Material, heat-treatment, CMM, test, capability, FAI or project-specific PPAP records |
| Commercial scope | Fixtures, gauges, packaging, destination, Incoterm, export documents and change-control assumptions |
FAQ
Is A356-T6 always the best alloy for a vacuum pump housing?
No. Bohua has relevant A356-T6 gravity-cast product examples, but the correct alloy and process depend on geometry, loading, operating environment, annual volume, machining exposure, surface requirements, and the buyer's specification.
Can a supplier quote leak or vacuum testing without an acceptance limit?
The supplier can estimate a test concept, but a comparable production quote needs the buyer to define the test boundary, medium, stage, method, limit, sampling plan, and required record.
Should casting and CNC machining come from one supplier?
One coordinated source can simplify datum planning, machining allowance, inspection ownership, and corrective action. Buyers should still compare the exact included scope and confirm who owns each control.
What files help Bohua review a vacuum pump casting RFQ?
Send a controlled PDF drawing and STEP model, part function, working medium, annual volume, tooling status, alloy or performance target, machining and sealing requirements, operating conditions, test criteria, cleanliness, inspection records, surface finish, destination, and launch timing.
Does a product example prove a new drawing will meet the same performance?
No. Product examples show category and process relevance only. A new component requires drawing review, agreed specifications, sample validation, and project-specific approval before production release.